CARA MEMBUAT BENTUK RADIUS DENGAN G03
Cara membuat
bentuk radius dengan G03 sebenarnya sama prinsip kerjanya dengan G02, hanya saja beda pada
arah pergerakan yaitu gerakan lengkung berlawanan arah jarum jam, Begitu pula
hampir sama rumus dan programnya. Pernah baca artikel tentang G02 belum? Karena
G03 hampir sama dengan G02 jadi di artikel ini saya akan mengajak kalian untuk belajar
mengisi poin poin program, caranya mudah kok, Tapi saran saya baca dulu artikel
G02 agar lebih mengerti sebelum mencoba mengisi poin poin program di bawah, saya
akan memberi jawaban di bawah untuk memastikan jawaban anda benar atau
salah, ayo langsung saja kita buat radius (R) 10 dengan G03 :
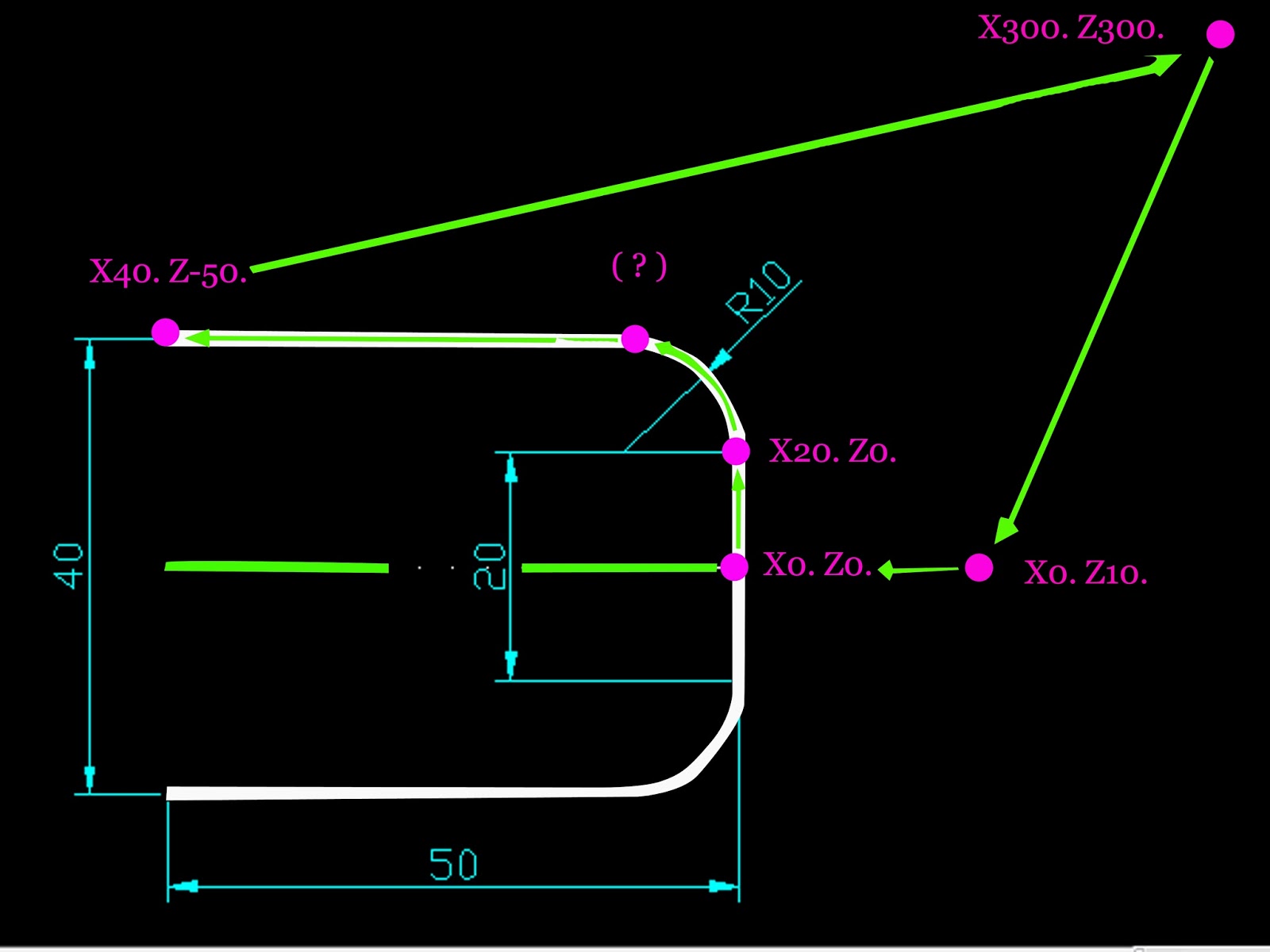
1. G00 X300.
Z300.
2. G00 X0.
Z10.
3. G01 X0.
Z0. F0.10
4. G01 X(....)
Z0. F0.10
5. G03 X40. Z(....) R 10. F0.10
6. G01 X40.
Z-50. F0.10
7. G00 X300.
Z300.
Nah sekarang coba isi kolom yang
belum di isi pada gambar dan pada program di atas, kalau sudah mendapatkan jawabannya
kita koreksi bersama sama dengan mencocokkan jawaban di bawah ini :
Jawabannya :

1. G00
X300. Z300. Yang artinya gerakan bebas pada posisi diameter
300 dan jarak aman dari permukaan barang dengan jarak 300.
2. G00
X0. Z10. Gerakan bebas menuju diameter nol (senter barang) dan
jarak 10 dari permukaan barang.
3. G01
X0. Z0. F0.10 mulai proses pemakanan menuju titik senter barang.
4. G01
X(....) Z0. F0.10 jawabannya adalah X20. Karena rumus
untuk mencari poin diameter awal adalah poin diameter akhir (40) di kurangi hasil jumlah dari besarnya
radius di kali 2 ( 10x2=20 ) sama dengan poin diameter awal (20), jadi jawabannya
adalah G01 X20. Z0. F0.10
5. G03
X40. Z(....) R 10. F0.10 jawabannya
adalah Z-10, karena rumus untuk mencari poin kedalaman
akhir adalah poin kedalaman awal ( 0 ) di tambah besarnya radius ( 10 ) sama
dengan poin kedalaman akhir ( 10 ), jadi jawabannya adalah G03 X40. Z-10. R 10. F0.10.
6. G01
X40. Z-50. F0.10 selanjutnya kembali lagi menggunakan G01 menuju diameter 40
dan jarak kedalaman 50.
7.
G00 X300. Z300. Gerakan bebas mengarah tujuan semula pada
diameter 300 dan 300 dari jarak aman permukaan barang.
Saya
sengaja membuat artikel seperti ini bertujuan berbagi ilmu bagi para pemula,
karena saya juga berasal dari pemula yang buta akan program cnc bubut atau
lathe. Semoga dengan adanya artikel di atas bermanfaat bagi kita, salam sukses
dan terima kasih.
toolnya gimana mas?
ReplyDeleteKalau G02 misalkan radius dalam 3 mm dengan insert 0.8 berarti tulisannya R2.2 kan yah..trus kalau G03 radius luar kaya di gambar berarti penulisannya R3.8
ReplyDeleteMas boleh minta no wa nya? Ini wa saya 086504902330
ReplyDeleteMas kalau radiusnya di pembubutan dalam (boring)itu rumusnya gimana?
ReplyDelete